OEE – kada ima smisla, a kada ne
OEE (Overall Equipment Effectiveness) jedan je od najpoznatijih pokazatelja u proizvodnji i često se koristi kao glavni KPI za mjerenje učinkovitosti proizvodnih procesa.
Mnoge kompanije uvode OEE s ciljem povećanja produktivnosti, smanjenja gubitaka i boljeg upravljanja kapacitetima. Međutim, u praksi se često događa da se OEE prati bez jasnog razumijevanja što pokazuje i kada ga je uopće smisleno koristiti.
Rezultat je KPI koji postoji u izvještajima, ali ne daje stvarnu vrijednost upravljanju proizvodnjom.
Što je OEE?
OEE mjeri ukupnu učinkovitost opreme kroz tri komponente:
Dostupnost (Availability)
Koliko je vremena oprema stvarno radila u odnosu na planirano vrijeme rada.
Uključuje gubitke poput:
- kvarova
- zastoja
- podešavanja stroja
- čekanja materijala
- organizacijskih zastoja
Performanse (Performance)
Mjeri koliko brzo sustav radi u odnosu na idealnu brzinu.
Primjeri gubitaka:
- sporiji rad od standarda
- kratki zastoji
- mikro prekidi
- smanjena brzina proizvodnje
Kvaliteta (Quality)
Pokazuje koliko je proizvedenih komada bilo ispravno.
Uključuje:
- škart
- dorade
- reklamacije
- neispravne proizvode
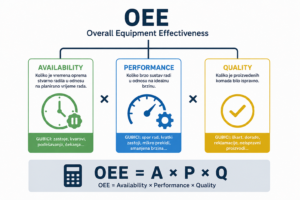
Formula izgleda ovako:
OEE = Dostupnost × Performanse × Kvaliteta
OEE=Availability×Performance×QualityOEE = Availability \times Performance \times Quality
Kada OEE ima smisla?
OEE je vrlo koristan kada organizacija želi razumjeti stvarne gubitke u procesu i pronaći najveće potencijale za poboljšanje.
Najčešće daje dobre rezultate kada postoji:
- stabilna serijska proizvodnja
- definirani standardi vremena
- jasno definirani kapaciteti
- automatizirani procesi
- dostupni podaci o zastojima
Primjeri:
automobilska industrija
staklarska proizvodnja
pakiranje
prehrambena industrija
automatizirane proizvodne linije
U takvim sustavima OEE može pomoći u pronalasku stvarnih uzroka gubitaka.
Kada OEE nema puno smisla?
Problem nastaje kada se OEE koristi svugdje bez razumijevanja procesa.
Primjeri gdje OEE često nije najbolji pokazatelj:
Visok miks proizvoda i male serije
Ako se proizvodi mnogo različitih artikala uz česta podešavanja, OEE može pokazivati loše rezultate iako proces radi očekivano.
Ručno intenzivni procesi
Ako učinkovitost više ovisi o ljudima nego o stroju, korisnije je pratiti produktivnost, izlaz po radnom satu ili takt.
Nestabilni podaci
Ako ne postoje točni podaci o zastojima, normama ili kapacitetima, OEE gubi smisao.
Nepoznati standardi vremena
Bez definiranog idealnog ciklusa performanse postaju procjena.
Najčešće greške kod uvođenja OEE sustava
Mnoge organizacije naprave iste greške:
- OEE postane jedini KPI
- prati se samo ukupni postotak
- ne prate se uzroci gubitaka
- nema akcijskih planova
- podaci se prikupljaju ručno i nepouzdano
- fokus postane “povećaj broj”, a ne ukloni uzrok
Primjer:
Linija ima OEE 55%.
Ako ne znamo je li problem:
kvarovi
čekanje materijala
spor rad
škart
tada OEE ne daje informaciju nego samo broj.
Što pratiti uz OEE?
Da bi OEE imao vrijednost, često ga treba povezati s drugim KPI pokazateljima:
- produktivnost po radnom satu
- zastoji i uzroci
- OTD (On Time Delivery)
- scrap %
- vrijeme promjene alata
- iskorištenost kapaciteta
- plan vs realizacija
OEE ne bi trebao zamijeniti ostale pokazatelje nego ih povezati.
Zaključak
OEE može biti vrlo snažan alat za upravljanje proizvodnjom, ali samo ako postoji razumijevanje procesa i kvalitetni podaci.
OEE nije cilj sam po sebi.
Pravo pitanje nije:
“Koliki nam je OEE?”
nego:
“Koji su naši najveći gubici i što trebamo poboljšati?”
Kada se koristi na pravi način, OEE pomaže organizaciji razumjeti procese, smanjiti gubitke i donositi bolje odluke. Kada se koristi pogrešno, postaje samo još jedan KPI u izvještaju.